环形导轨,应用于多工位激光打码系统的环形导轨输送线
一种精密环形输送线多工位激光打码系统的设计方法
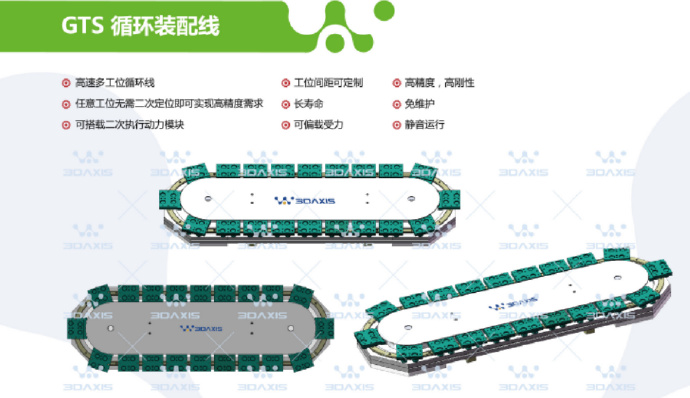
---禾维智能|GTS精密环形输送线多工位激光打码系统
---禾维智能|GTS精密环形输送线多工位激光打码系统

背景技术:
激光打码就是使用激光打码设备在片材、板材等材料上打上二维码或者条形码,用于识别或者跟踪标记。
在打码生产中有种片材包括片体、突出部以及杆部,需要在片体的正反面都打码标记。
现在常用的打码上料都是人工一个一个摆放,打码完成后需要人工将已完成打码的片材取出,再放置需要打码的片材,一台打码机需要配备一名人员,且人工往复摆放会出现漏放和位置放置不当的情况,容易造成不良品和机械故障,难以进行品质管控和监测,人力劳动强度大,工作效率低。
技术实现要素:
目的是:提供一种环形线多工位激光打码装置,解决以上问题。
为了实现上述目的,此设计提供如下的技术方案:
一种精密环形线多工位激光打码装置,包括框架、放料组件、检测组件、收料组件以及水平搬运件;
所述放料组件通过精密环形输送线与框架活动连接;
所述放料组件在精密环形输送线上呈阵列状分布;
所述框架上设置有工作板;
所述放料组件在精密环形输送线上呈阵列状分布;
所述框架上设置有工作板;
所述检测组件包括上部和下部;
所述检测组件与放料组件位置相对应;
所述框架上设置有上打码组件和下打码组件;
所述水平搬运件位于上打码组件和下打码组件与收料组件之间;
所述水平搬运件上设置有夹爪气缸组件。
所述检测组件与放料组件位置相对应;
所述框架上设置有上打码组件和下打码组件;
所述水平搬运件位于上打码组件和下打码组件与收料组件之间;
所述水平搬运件上设置有夹爪气缸组件。
有益效果为:
提供一种精密环形输送线多工位激光打码装置,通过框架、放料组件、检测组件、收料组件以及水平搬运件相互配合使用,实现多个工位自动接收上段工序的物料,和自动检测、打码、收料的效果,降低了人力劳动强度,提高了工作效率,避免了漏放和错放的情况,减少了不良品的数量和机械故障的次数,方便了品质管控和监测,节约了生产成本。
具体实施方式:
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型作进一步的详细说明。
应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
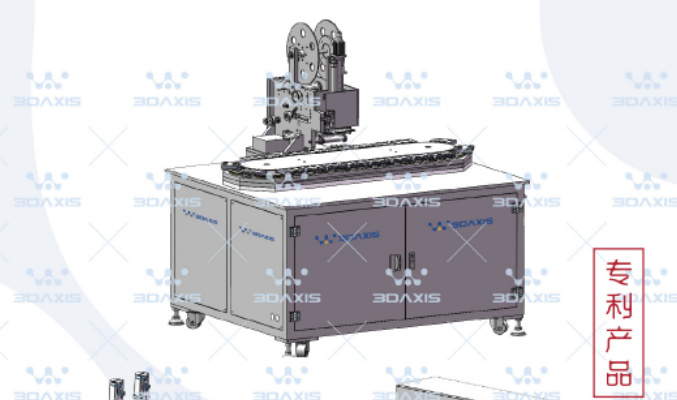
参考图1至图4,一种精密环形输送线多工位激光打码装置,包括框架1、放料组件3、检测组件4、收料组件8以及水平搬运件9;
所述放料组件3通过精密环形输送线2与框架1活动连接,用于带动放料组件3运动,
所述放料组件3在精密环形输送线2上呈阵列状分布,用于放置多个片材,同时确保片材的放置、检测、打码以及搬运可以同时进行;
所述框架1上设置有工作板10;
所述检测组件4包括上部41和下部42,用于相互配合检测放料组件3上是否有片材,

所述检测组件4与放料组件3位置相对应;
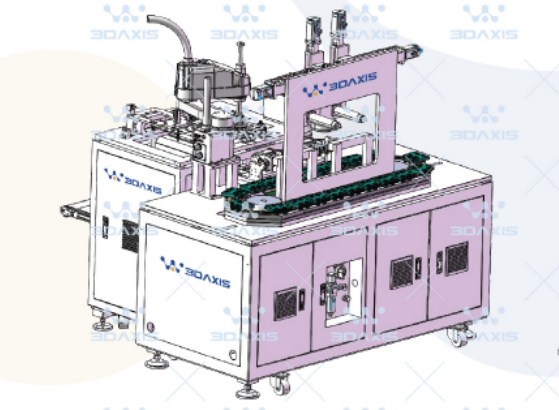
所述框架1上设置有上打码组件5和下打码组件6,用于分别对片材的正面和反面进行打码;
所述水平搬运件9位于上打码组件5和下打码组件6与收料组件8之间,用于将打码完成后的片材搬运到收料组件8内,;
所述水平搬运件9上设置有夹爪气缸组件94,用于进行直接搬运打码后的片材;
所述环形搬运件2、检测组件4、上打码组件5以及下打码组件6均与外部控制系统电性连接,所述放料组件3、水平搬运件9以及收料组件8均与外部控制系统连接。
工作原理为:
当开始打码工作前在外部控制系统的控制下笔形气缸82的活塞杆处于收缩状态,收料盒81也处于倾斜状态;
当开始打码工作前在外部控制系统的控制下笔形气缸82的活塞杆处于收缩状态,收料盒81也处于倾斜状态;
当开始打码工作时:首先外部搬运机构将片材搬运到放料组件3上,此时片材插入下板31和上板32之间,同时片材上的突出部位于通孔33内,
然后在外部控制系统的控制下精密环形输送线2启动带动片材到达检测组件4处,检测组件4检测放料组件3上是否放置有片材,如果检测不到片材则装置停止运动并发出报警,如果可以检测到片材则正常工作;
精密环形输送线2继续搬运片材通过上打码组件5和下打码组件6,上打码组件5和下打码组件6分别对片材的正反面进行打码工序,当完成打码工序后片材到达水平搬运件9处,在外部控制系统的控制下水平气缸组件92上气缸的活塞杆伸出带动竖直气缸组件93到达片材的上方,然后竖直气缸组件93上气缸的活塞杆带动夹爪气缸组件94靠近片材;
进而夹爪气缸组件94工作将片材夹紧,进而竖直气缸组件93复位带动片材远离放料组件,进一步的无杆气缸91带动片材到达收料盒81的上方,然后夹爪气缸组件94松开片材使片材留在收料盒81内,在重力的作用下片材的杆部下滑顶到收料盒81的侧边,然后水平搬运件9复位,重复上述工序直到工作结束。
精密环形输送线2继续搬运片材通过上打码组件5和下打码组件6,上打码组件5和下打码组件6分别对片材的正反面进行打码工序,当完成打码工序后片材到达水平搬运件9处,在外部控制系统的控制下水平气缸组件92上气缸的活塞杆伸出带动竖直气缸组件93到达片材的上方,然后竖直气缸组件93上气缸的活塞杆带动夹爪气缸组件94靠近片材;
进而夹爪气缸组件94工作将片材夹紧,进而竖直气缸组件93复位带动片材远离放料组件,进一步的无杆气缸91带动片材到达收料盒81的上方,然后夹爪气缸组件94松开片材使片材留在收料盒81内,在重力的作用下片材的杆部下滑顶到收料盒81的侧边,然后水平搬运件9复位,重复上述工序直到工作结束。
技术实现要素:
目的是:提供一种精密环形输送线多工位激光打码装置,解决以上问题。
工作原理为:
当开始打码工作前在外部控制系统的控制下笔形气缸82的活塞杆处于收缩状态,收料盒81也处于倾斜状态;
当开始打码工作时:首先外部搬运机构将片材搬运到放料组件3上,此时片材插入下板31和上板32之间;同时片材上的突出部位于通孔33内;
然后在外部控制系统的控制下环形搬运件2启动带动片材到达检测组件4处,检测组件4检测放料组件3上是否放置有片材;如果检测不到片材则装置停止运动并发出报警,如果可以检测到片材则正常工作,环形搬运件2继续搬运片材通过上打码组件5和下打码组件6,上打码组件5和下打码组件6分别对片材的正反面进行打码工序,当完成打码工序后片材到达水平搬运件9处;
在外部控制系统的控制下水平气缸组件92上气缸的活塞杆伸出带动竖直气缸组件93到达片材的上方,然后竖直气缸组件93上气缸的活塞杆带动夹爪气缸组件94靠近片材,进而夹爪气缸组件94工作将片材夹紧,进而竖直气缸组件93复位带动片材远离放料组件,进一步的无杆气缸91带动片材到达收料盒81的上方;
然后夹爪气缸组件94松开片材使片材留在收料盒81内,在重力的作用下片材的杆部下滑顶到收料盒81的侧边,然后水平搬运件9复位,重复上述工序直到工作结束。
技术总结:
一种精密环形输送线多工位激光打码装置,包括框架、放料组件、检测组件、收料组件以及水平搬运件;
所述放料组件通过环形搬运件与框架活动连接,所述放料组件在环形搬运件上呈阵列状分布,所述框架上设置有工作板,所述检测组件包括上部和下部,所述检测组件与放料组件位置相对应,所述框架上设置有上打码组件和下打码组件,所述水平搬运件位于上打码组件和下打码组件与收料组件之间,所述水平搬运件上设置有夹爪气缸组件。
广州一诺智能科技有限公司(3DAxis禾维智能广州公司),致力于研发及生产中高端环形导轨输送线,本方案提供一种精密环形输送线多工位激光打码装置,降低了人力劳动强度,提高了工作效率,避免了漏放和错放的情况,减少了不良品的数量和机械故障的次数,方便了品质管控和监测,节约了生产成本。更多关于GTS精密环形输送线的应用解决方案,请与广州一诺智能科技交流,共同探讨新技术解决方案。推动生产自动化发展。